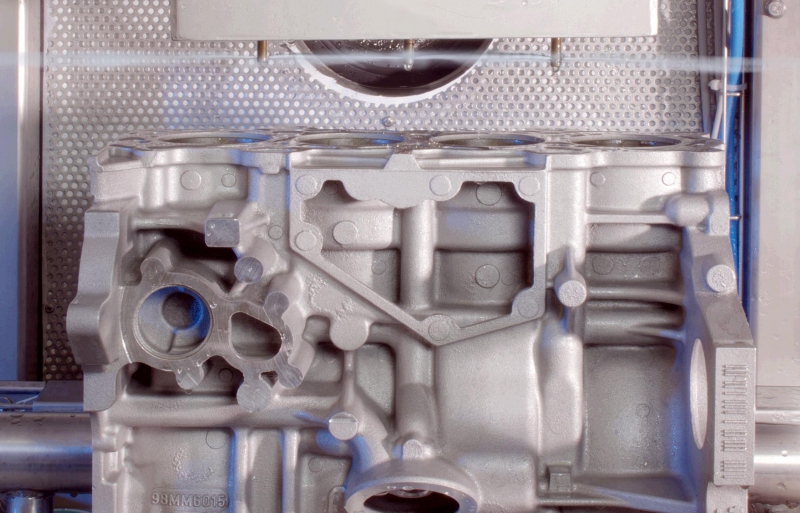
Engine block decoring
In order to be able to cast liquid metal, a suitable type of sand is mixed with a binding agent and pressed, or shot, into the core tool using compressed air. This sand core is an inverse copy of the intended workpiece and gives it the required structure. Removing the core and all its residues after the casting has hardened is a crucial quality criterion. In particular where the parts have complex internal shapes, like the cooling channels in engine blocks, the conventional vibratory desanding method presents problems because residues from the sand core may remain inside the workpiece. RST's high-pressure water systems ensure that all the residues are completely removed, even from the finest channels. Individually designed systems allow customers' own plant solutions.


")